


 17373897710
17373897710
鑿巖用硬質合金鉆頭在國內外的現狀及發展態勢
2018-08-19
近年來隨著我g硬質合金生產工藝技術與裝備的進步,我g鑿巖用硬質合金常規牌號的質量水平逐漸與g際水平接近,由于g產合金價格較低,替代g外牌號鑿巖硬質合金具有很高的性價比,的新的技術應用方面,我g在金剛石復合片、金剛廠復合齒用于鑿巖的硬質合金鉆頭具有很好的性價比,在新的技術應用方面,我g在金剛石復合片、金剛石復合齒用于鑿巖工具方面具有特定優勢,但是在超晶粒硬質合金、梯度合金等方面的研究與應用,與g外還存在特定的差距、
自德g人Karl Schroter于1923年用粉末冶金方法研制成WC-Co硬質合金,且Krupp(克虜伯)公司于1926年開始規模化生產名為“WIDIA”的WC-Co硬質合金以后,世界工業領域出現了硬質合金這一新興產業。經過80多年的發展,世界硬質合金產業的生產技術、產量和應用范圍都得到了很好的發展,規模與品種不斷擴大,并形成了一些全球知名的跨g生產與經營企業,如瑞典的Sandvik集團、美g的Kenna metal公司、以色列的Iscar、日本的Mitsubishi Materials與Toshiba Tungalloy公司以及我g的株洲長江硬質合金工具有限公司(以下簡稱株硬公司)等。目前世界硬質合金產業的產值已達100多億美元,產銷量估計約為3.8萬t,占世界鎢消費量的60%。
中g硬質合金工業起步較晚,新中g成立前沒有硬質合金生產。經過60年從無到有、從小到大的不斷發展,形成了完整的生產、研發和貿易體系。2009年我g的硬質合金產量約為1.65萬t,企業總數300多家,但年產量超過2000t的企業只有株硬公司和自貢硬質合金有限公司兩家公司,年產量超過100t的企業不足50家。中g硬質合金企業的另一個特點是g有、民營、外商獨資以及中外合資合作等多種經濟形式并存,行業競爭激烈。
硬質合金的一個重要應用領域就是用于鑿巖工具。鑿巖用硬質合金的消耗量大約為硬質合金總產量的30%左右。近年來,隨著我g基礎建設投入的增加,鑿巖硬質合金的使用量有較大幅度增長,2009年產量約為4900t,同比增長6.84%。
1 鑿巖用硬質合金產品類型
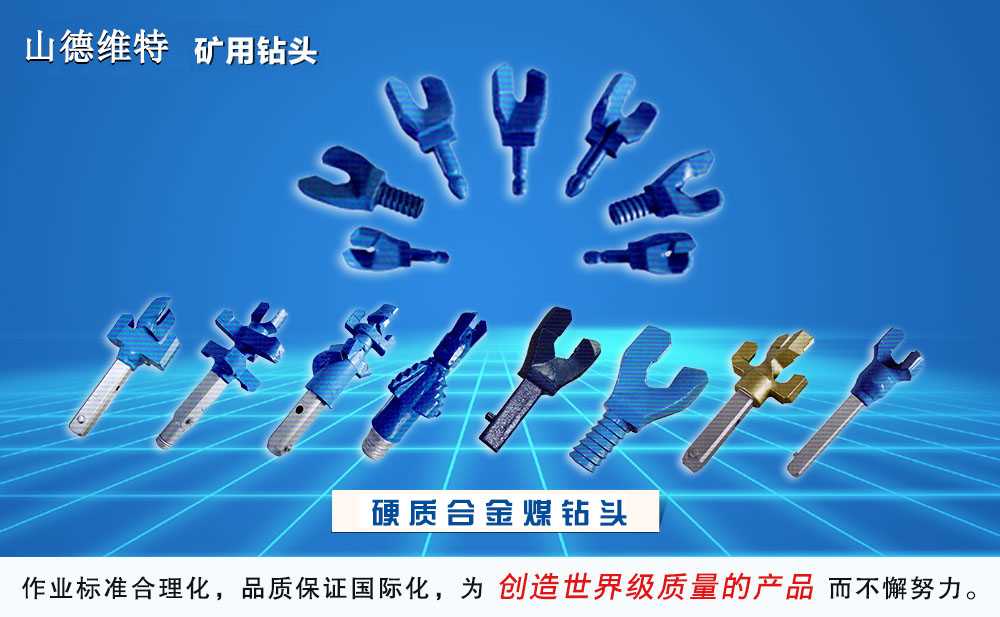
鑿巖用硬質合金品類型隨鑿巖工具的變化與進步逐步發生變化,主要產品類型包括牙輪鉆頭用合金柱齒,鑿巖機釬頭用釬片,鑿巖機釬頭用柱齒,潛孔鉆頭用柱齒、盾構滾刀用柱齒以及盾構刀具用硬質合金刀塊、截煤齒和挖路齒等。
目前三牙輪鉆頭仍然是石油鉆井和采礦爆破開孔的主要工具,習慣上分為油用鉆頭和礦用鉆頭。因為石油鉆井的井深很大,鉆頭的使用性能對鉆井成本有很大影響,而硬質合金齒是三牙輪鉆頭的一個重要部件,其性能對牙輪鉆頭的使用壽命具有決定性影響,因此對油用合金齒的質量控制極其嚴格。可以說,油用合金齒的生產工藝、質量控制水平就是鑿巖硬質合金的標桿。g外油用三牙輪鉆頭合金齒的主要供應商為休斯MPD、肯納RTW。g內主要是蘇州新銳硬質合金有限公司(以下簡稱新銳公司),主要的合金-牌號包括JZ10、JZ10C、JZ16和JZ16C等,主要的齒形包括平頭齒、球形齒、錐形齒、彈形齒、楔形齒、勺形齒、圓頂弧形齒、翼形齒和鋸形齒等。和油用鉆頭相比,礦用牙輪鉆頭傾向選用Co含量較低的合金-牌號。
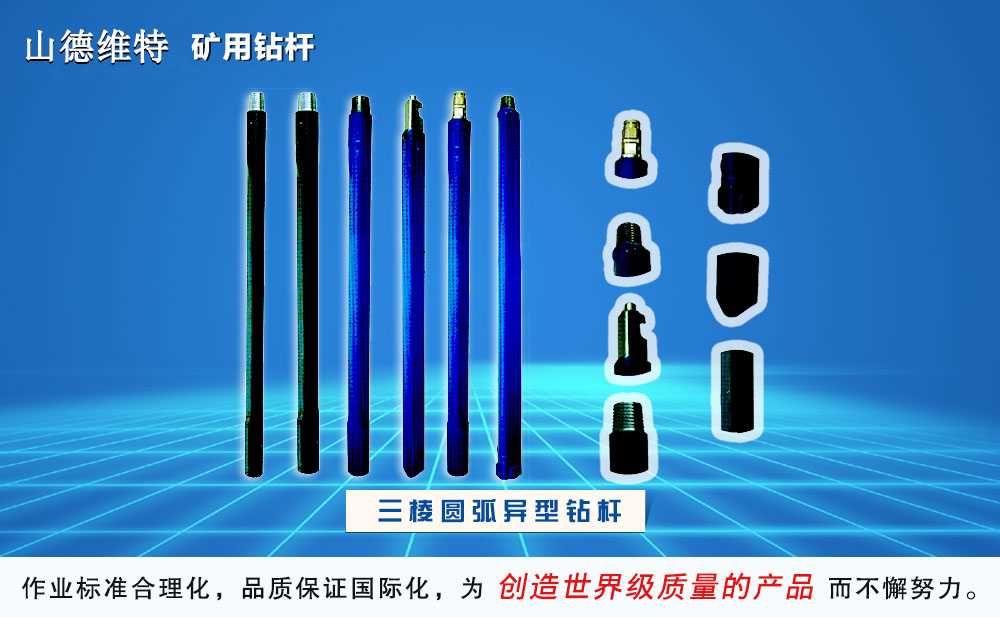
在工業發達g家,液壓鑿巖機和高風壓潛孔鑿巖鉆車約占鉆爆法施工機械的90%。鑿巖機用釬頭包括一字型、十字型、X型,三刃型或多刃型,球齒型、狼牙型、混合刃型、斷續刃型、一字球齒型、復合片型刮刀鉆頭以及潛孔鉆頭等。與之配套的鑿巖硬質合金包括釬片與球齒。其中,一字型釬頭適用于軟中硬巖層,中等磨蝕性、無裂縫、均勻巖石中使用,適合于輕型和中型鑿巖機;十字型、X型、混合刃型釬頭,硬質合金片刃數越多,徑向磨損越慢,不易卡釬,能承受較大沖擊功,適用于堅韌、高磨蝕性巖層或有裂縫、夾層巖石中鑿巖,適用于中型鑿巖機;三刃型或多刃型釬頭適合于中型鑿巖機,在脆性和裂縫巖石中鑿巖。片狀釬頭硬質合金通常Co含量較高,主要牌號有:YG8C、YK20、YK25、YG13C、YG15C、YK35、YK25.1、YJ1、YJ2、YJ1H以及YG11C等。
球齒釬頭適用于高頻率、高沖擊功鑿巖機和液壓鑿巖機,通常選用Co含量較低的合金-牌號,目前g內主要合金-牌號有新銳公司的XR061、XR062、JZ08A和JZ08X,株硬公司的YK05,無錫寶長年硬質合金有限公司的T6等。潛孔鉆頭用球齒的性能要求與釬頭用球齒合金相似。鑿巖球齒主要有:球形齒、彈形齒和錐形齒。球形齒的強度和不易磨損性Z高,彈形齒次之,錐形齒Z低。一般在中軟層中采用錐形齒,中硬巖層中釬(鉆)頭邊齒采用彈形齒,中齒采用錐形齒,在堅硬巖層中采用球形齒。就鑿巖效率而言,彈形齒釬頭的鑿巖速率指數為130,球形齒釬頭為115,而一字型、十字型、X型釬頭為100。在鉆孔的平Z度比較中,達到Z小偏斜效果的釬頭分別是X型釬頭、彈型齒釬頭、球齒型釬頭。g內鑿巖球齒合金的幾個主要生產廠家都形成了自己的齒型系列,如新銳公司的球形齒(Q系列)、彈形齒(D系列)以及錐形齒(Z系列)產品,用于鑲制球齒釬頭和潛孔鉆頭。
隨著隧道盾構施工方式的發展,硬質合金也越來越多用于盾構施工刀具。盾構刀具的種類較多,刀具的配置是盾構刀具設計中非常重要的內容,Z接影響到刀盤的使用壽命、切削效果、出土狀況、掘進速度和施工效率。硬質合金盾構刀頭主要用于軟巖施工,硬質合金滾刀主要用于硬巖施工。g內普遍錯誤地認為硬質合金盾構刀頭用于軟巖施工,而無需對硬質合金質量做過高的要求,使用一些價格便宜、質量較低的硬質合金產品。實際上,硬質合金刀頭只是盾構刀具成本很小的一部分,使用價格便宜、質量較低的硬質合金產品節約不了多少成本,反而會大大降低盾構刀具的使用壽命,得不償失。新銳公司開發的JZ14硬質合金-牌號是針對高檔盾構刀具市場開發的,目前已得到了日本客戶的認可,并形成了特定的出口量。
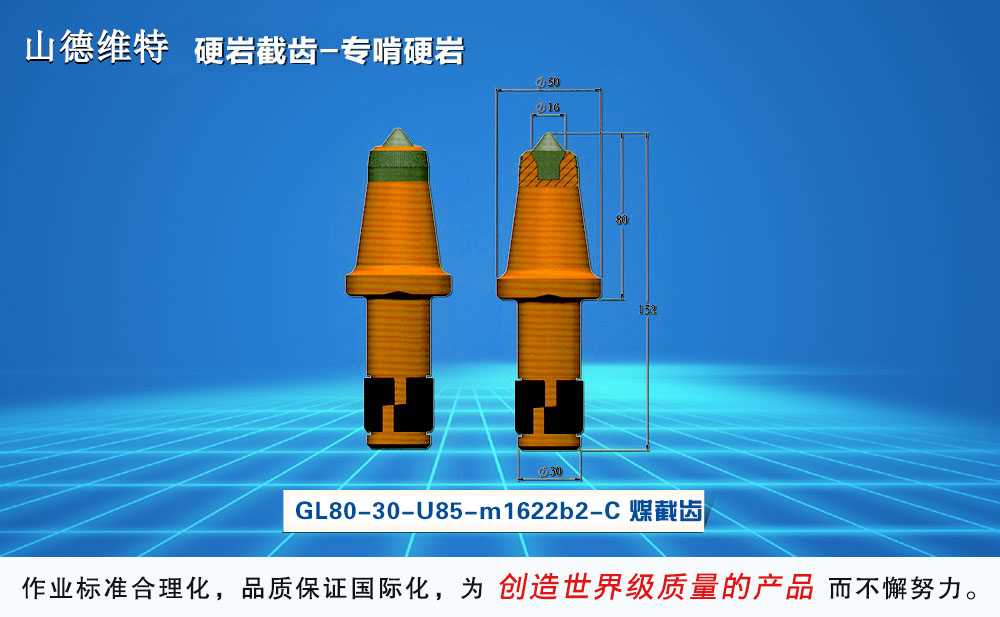
截齒是采煤掘進機上Z接切割煤炭的關鍵部件,硬質合金刀頭的材質與形狀對截煤齒的使用壽命具有重要影響。由于截煤齒切割煤層時會產生瞬間高溫,隨后又會急速冷卻,因此提高硬質合金刀頭的熱疲勞性能是截煤齒合金-牌號選擇的關鍵。有些煤層還夾雜著堅硬的巖石層,在這樣的煤層使用的截齒合金還b須具備很好的抗斷裂韌性。截煤齒合金刀頭的形狀多樣,常見的有單維600錐角、單維800錐角、多維錐角、球頭形狀以及蘑菇形狀等,可根據不同的地質情況選用,既能保證切割速度,又有保證足夠的強度。隨著道路恢復工作量的增大,挖路齒用量越來越大,其合金-牌號與截煤齒合金-牌號類似。
2g內外鑿巖用硬質合金生產工藝技術發展概況
總體來說,鑿巖硬質合金生產工藝技術的發展同步于硬質合金生產工藝技術的發展。粉料制備由壓團制粒發展為噴霧制粒,減少了粉料制備過程中污染數量,提高了燒結坯料的尺寸控制精度;燒結工藝經過了氫燒結—真空燒結—熱等靜壓—燒結熱等靜壓發展歷程,大大降低了硬質合金內部孔隙;原材料純度提高與生產過程碳、氧變化控制技術提高,保證能夠將硬質合金組織嚴格控制在兩相區。這些生產工藝技術的進步使得硬質合金的產品質量控制發展到了極致。
我g硬質合金生產廠家較多,生產水平也參差不齊。近20年,我g一些比較大型的硬質合金生產企業都相繼引進了g外的硬質合金先進制造技術與裝備,硬質合金的牌號也很豐富,能滿足各種應用需求,硬質合金的質量水平也日趨與g外水平接近,由于具有較好的性價比,很受g內外用戶歡迎。近年來,新銳公司、株硬公司、廈門金鷺特種合金有限公司的鑿巖硬質合金的出口量都在逐年大幅上升。
但就整體而言,g內硬質合金企業和g外相比還存在特定的差距。主要表現在:
(1)低水平重復建設突出,生產能力過剩 據統計,2008年中g硬質合金生產能力達到3.49萬t,實際產量1.65萬t,能力富余50%以上。中g硬質合金企業300多家,還有不少企業在中、低檔硬質合金產品方面盲目擴能或建新廠,因此造成低價格惡性競爭,導致企業效益低下。近幾年,中g硬質合金的產量占世界總產量的40%以上,但銷售收入僅100多億元,不到全世界硬質合金總產值的8%。
(2)產業結構不合理,產品技術含量和附加值低 中g硬質合金的材料制造和工具制造的長期分割,一Z沒有形成像瑞典山特維克、美g肯納等集成度很高的硬質合金工模具制造大型企業。g外公司的產品主要是工具及整臺套大型隧道采掘機等工程機械設備,這些產品的價格往往是中低檔合金的幾倍甚至幾十倍。
(3)研發投入少,創新能力不強 中g硬質合金工業的發展偏重于設備與廠房等固定資產的投入,在科技方面的實際投入平均不到銷售收入的3%。按2003年的銷售收入計算,全行業的研發費不到2億元(約2400萬美元),僅與肯納一家公司2003年的研發投入(約2360萬美元)相近。研發資金投入的不足Z接導致了研發設備與儀器的不配套和落后,同時也難以調動研發人員的積極性和創造性。前沿技術和關鍵領域沒有重大突破,原創性核心技術成果少,研發水平和能力與g際先進水平差距很大。
3 鑿巖硬質合金材料新技術進展
3.1 梯度結構硬質合金
硬質合金功能梯度材料可分為成分梯度和結構梯度。成分梯度可以是粘結相成分梯度也可以是硬質相成分梯度;結構梯度鏈是硬質相晶粒度梯度。目前已發明了多種多樣的硬質合金功能梯度材料,能應用于鑿巖硬質合金的梯度合金制備方法主要是缺碳硬質合金滲碳法。
缺碳硬質合金滲碳處理法的基本原理是:當含η相的硬質合金燒結體在高溫下于滲碳氣氛中處理時,由于C和W的親和力大于與Co的親和力,因而C與η相中的W化合而使其分解,生成WC和游離Co,并迫使游離出來的Co向合金內部遷移,使燒結體表面區內的η-相消失,形成α相+β相的兩相區,并伴隨著Co含量的降低,其結果是在無η相的表面區內粘結相含量降低,明顯低于合金粘結相的公稱含量。在含η相的中間過渡區內粘結相含量顯著增高,大大高于粘結相的公稱含量;在含η相的中心區內粘結相含量則相當于粘結相的公稱含量。缺碳硬質合金滲碳處理法為二步工藝,其實質是先通過正常燒結制取缺碳即含η相的硬質合金,在此基礎上,再將缺碳硬質合金重新加熱到約1400℃進行滲碳處理,來改變合金中粘結相的分布,使其呈梯度。
3.2 金剛石—硬質合金復合技術
金剛石—硬質合金復合技術得到成功應用的標志是能夠應用于巖石切削的金剛石復合片與金剛石復合齒產品的批量生產。
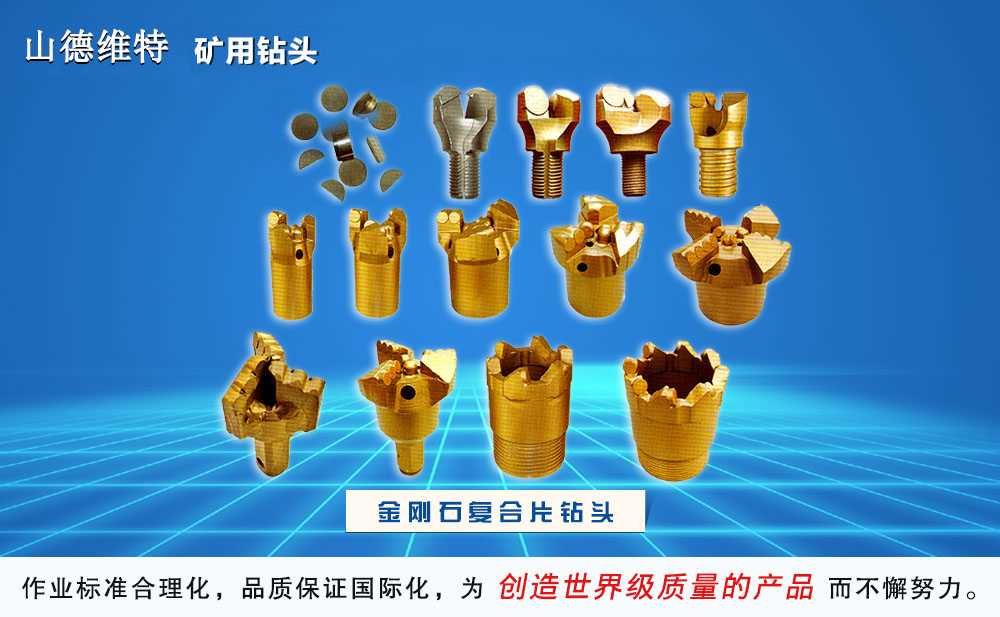
金剛石—硬質合金復合片大量應用于石油鉆井用金剛石鉆頭和煤田地質鉆頭,以剪切方式破碎巖石。石油鉆井用金剛石鉆頭對復合片的質量要求較高,而煤田地質鉆頭對復合片的要求不高。目前我g的復合片產品主要是中低檔的油用復合片和煤田地質鉆頭用復合片,已形成了相當規模的出口量,但高檔油用復合片反而需進口。金剛石復合片煤田地質鉆頭是我g的一個特色產品,由于鉆效高、使用壽命長、工人勞動強度低和綜合成本低等特點,近年來得到了較快推廣。而g外這類產品的推廣應用較慢,可以說我g在煤田地質鉆頭的金剛石復合片應用技術方面具有優勢。
金剛石—硬質合金復合齒主要應用于牙輪鉆頭、潛孔鉆頭和釬頭。由于這些鉆頭主要是沖擊旋轉破巖方式,而目前金剛石—硬質合金復合齒的抗沖擊破碎性能還不能完全滿足沖擊破巖的應用需求,因此金剛石—復合齒的應用還是有限的,主要應用于牙輪鉆頭受沖擊力不大且易磨損部位,大大提高牙輪鉆頭的保徑性能。
近年來,金剛石—硬質合金復合材料技術的主要發展方向是通過好的改觀界面結構和界面成分過渡層來提高復合材料的抗沖擊性能。US6227318專利采用在復合齒齒頂側面露出一部分基體材料的方法,來減小聚晶金剛石的斷屑和裂紋失效。US6269639專利則通過在復合齒中預置壓應力,來補償(或抵消)鉆井時在復合齒中所產生的拉應力。US6451442專利則采用噴射模塑法制備纖維狀或卷曲狀的復合齒材料結構,可提高復合齒的斷裂韌性。
彌散型金剛石—硬質合金復合齒技術則是另一種類型的金剛石—硬質合金復合材料技術。該方法是將特定比例的金剛石顆粒或者表面金屬化了的金剛石顆粒與WC、Co粉混合,經熱壓燒結或者放電等離子燒結成型。通過控制燒結工藝,可獲得復合材料致密燒結體。如何通過控制燒結工藝獲得致密燒結體,同時又不使金剛石石墨化是該技術的關鍵。該技術不需要通過高溫、高壓工藝就可以獲得不易磨損性優良的金剛石合金復合材料,因而可大大降低金剛石—硬質合金復合材料的制造成本。我g中g地質大學和江鉆股份公司合作也對此技術做過研究,并將這種金剛石合—硬質合金復合柱齒成功鉆進卵礫石巖層。
3.3 超粗晶粒硬質合金
按照硬質合金中WC平均晶粒度的大小,硬質合金可分為:納米晶粒硬質合金(WC粒度<0.2μm)、超細晶粒硬質合金(0.2μm <WC粒度<0.5μm)、亞微米晶粒硬質合金(0.5μm<WC粒度<0.8μm)、細晶粒硬質合金(0.8μm <WC粒度<2.0μm)、中晶粒硬質合金(2.0μm <WC粒度<5.0μm)、粗晶粒硬質合金(5.0μm <WC粒度<6.0μm)和超粗晶粒硬質合金(WC粒度>6.0μm)。關于超粗晶粒硬質合金的研究則是近幾年的事情,并且已經有商業化應用。g內新銳硬質合金有限公司2006年開始這方面的研究,目前已有XR10CC、XR12CC牌號應用于截煤齒和挖路齒合金。
礦用工具和挖掘工具在使用過程中,硬質合金零件承受循環載荷和摩擦力的作用,因而產生瞬間高溫,使合金承受熱疲勞應力和機械應力,導致合金表面微觀剝落與微觀斷裂以及高溫磨粒磨損。在合金齒與巖石和水泥作用的1/10s瞬間,壓力由0增加到10t時,合金齒表面溫度可由室溫增加到800~1000℃,合金使用過程中易產生熱疲勞裂紋(蛇皮裂紋)。合金高的熱導率、低的熱膨脹系數、好的高溫磨損性能、高的橫向斷裂強度和高的斷裂韌性性能有利于好的改觀合金的這種失效形式。和合金中的WC相比,粘結相Co、Ni、Fe的熱導率低,熱膨脹系數高,因此低的粘結相含量有利于提高合金的熱導率,降低合金的熱膨脹系數。和細晶粒合金相比,粗晶粒合金具有很好的強度和斷裂韌性。因此,制備礦用合金的趨勢是降低合金的Co含量,增大WC晶粒度,可同時獲得好的強度和斷裂韌性,以及高溫性能。
因為WC粉原材料的性能和合金制備工藝方面的問題,目前g內制備的超粗顆粒硬質合金性能和g外Z好水平尚有特定差距。Z近解剖分析的一種g外Z新的超粗晶粒硬質合金與g內典型的超粗晶粒硬質合金的金相對比照片見圖1、2所示。可以看到,g內典型的超粗晶粒硬質合金WC晶粒度不如g外合金粗。
3.4 添加微量元素,提高合金抗熱疲勞性能
美g和日本一些廠家生產的鑿巖球齒合金都添加了微量TaC、NbC,其添加方式有兩種:一是以固溶體形式加入,二是以單質碳化物形式加入,這兩種方式的效果基本等同。WC—Co合金中添加微量TaC、NbC,有利于好的改觀合金粘結相成分及晶界微觀結構,提高合金的不易磨損性,更重要的是提高了合金的抗熱沖擊和抗熱塑變的能力。
g內少數廠家的鑿巖球齒合金也添加了微量TaC,如新銳公司的JZ08X牌號,由于添加了微量TaC,使得合金在強度下降幅度較小的情況下,不易磨損性大大提高,可用于磨蝕性地層,目前正在推廣使用。
4針對特定應用條件下的使用失效形式研究
鑿巖用硬質合金-牌號的正確選用b須考慮諸如鑿巖方式、鑿巖設備的工作參數以及巖石的性質等。合金齒表面失效形式與鑿巖方式、巖石性質及合金結構性能選擇之間的關系見表1所列。
表1 合金齒表面失效形式與合金使用條件之間的關系
從表1可以看到,在不同鑿巖方式和巖石性質條件下,合金齒表面損傷的形式是不同的,因而合金的結構和性能選擇也不同。
5結論
鑿巖用硬質合金產品類型隨鑿巖工具與方法的進步,正逐步發生變化,目前主要包括柱齒、釬片、截齒、刀塊等類型,牌號豐富,能滿足各種使用需求。我g近年來鑿巖用硬質合金占硬質合金生產總量的比例有所增加,且由于制備工藝與裝備的進步,g產鑿巖硬質合金的質量水平與g外先進水平日趨接近。鑿巖硬質合金Z新發展方向為梯度合金、超粗晶粒硬質合金、金剛石—硬質合金復合技術的應用、添加微量元素提高抗熱疲勞性能等,服役條件下的失效形式分析是正確選用合金的需要手段。